焊接工艺评定
专业技术团队,十余年检测经验积累.
常规测试72小时内出具检测报告
-

CMA检测机构资质
-

CNAS

 400-633-0908|18126547679
400-633-0908|18126547679 

CMA检测机构资质
CNAS
400-633-0908|18126547679

焊接工艺评定



检测目的
使T型接头和角接接头达到全焊透的评定(无相应标准,进行外观检查和宏观金相检查)不得有:裂纹、未熔合、未焊透
型式试验评定规则
(1)型式试验件用钢材分为碳素钢和低合金钢、奥氏体高合金钢、铁素体高合金钢三类。
改变型式试验件钢材类别,需重新评定焊接工艺。
(2)型式试验件用焊材按焊缝金属分为碳素钢和低合金钢、奥氏体不锈钢、铁素体不锈钢三类。
改变型式试验件接头根部焊缝金属类别,需重新评定焊接工艺。
(3)焊接方法分为气焊、焊条电弧焊、钨极气体保护焊、熔化极气体保护焊和埋弧焊。
改变打底焊的焊接方法,需重新评定焊接工艺。
(4)坡口形式与尺寸发生下列变化时,需重新评定焊接工艺,当双面焊背面作清根处理时b)、c)除外。
a)坡口角度减少;
b)根部间隙减少;
c)钝边高度增加。
(5)打底焊用焊接规范发生下列变化时,需重新评定焊接工艺。
a)焊条(丝)直径增加(当焊接电流不随之增加时);
b)焊接电流值减少【当焊条(丝)直径不随之减少时】。
型式试验件分为板材试验件和管-板试验件
(1)板材试验件和管板试验件均应制备坡口。
(2)外径小于或等于160mm的管状件与容器相焊的接头采用管-板试验件;板材T形接头,外径大于160mm的管状件与容器相焊的接头采用板材试验件,也可以用管-板试验件。
检测项目
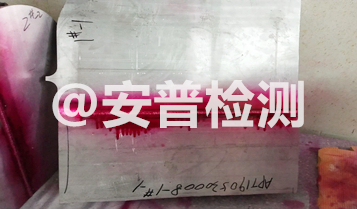
外观检测、宏观金相检验
1)外观检测:试件接头表面不得有:裂纹、未熔合、未焊透
2)宏观金相检验:接头焊缝根部应焊透,焊缝金属和焊接热影响区不得有裂纹、未熔合
检测图片
 |  |  |







联系工程师

电话咨询
微信咨询
 首页
首页