





 400-633-0908
400-633-0908



Fastener inspection
紧固件检测

紧固件检测

证书编号:201719121253
证书编号:L7973






焊钉属于一种高强度刚度连接的紧固件,焊钉是电弧螺柱焊用圆柱头焊钉的简称,焊钉的规格为公称直径Ф10~Ф25mm, 焊接前总长度40~300 mm。焊钉具有头部顶面用凸字制出制造者的识别标志,焊钉的用途十分广泛。电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它各类钢结构等工程。
检测项目
项目名称 | 规格及取样 |  |
机加工抗拉强度 | 每种规格取3个试样 | |
机加工屈服强度 | 每种规格取3个试样 | |
机加工断后伸长率 | 每种规格取3个试样 | |
焊接拉力性能 | 每种规格取3个试样 | |
焊接弯曲性能 | 每种规格取3个试样 | |
表面缺陷 | 每种规格取3个试样 | |
尺寸 | 每种规格取3个试样 |
相关标准
GB/T 10432.1—2010 电弧螺柱焊用无头焊钉
GB/T 10432.2—2016 短周期电弧螺柱焊用无头焊钉
GB/T 10432.3—2010 储能焊用无头焊钉
GB/T 10433—2002 电弧螺柱焊用圆柱头焊钉
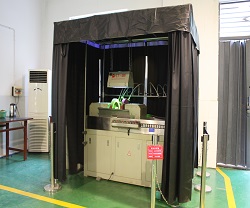
焊钉焊接:将焊接螺柱(或柱状金属)放置于焊接母材上;随后,提升焊接螺柱,同时导通电流,在焊接螺柱和焊接母材之间激发电弧,电弧将焊接螺柱端部和焊接母材表面溶化,并形成焊接熔池;接下来,焊接螺柱和焊接母材相对运动,焊接螺柱在一定速度下受控地插入熔池;最后,焊接电流终止,电弧熄灭,同时熔池凝固,焊接过程完成,形成全断面熔合的焊缝。

焊钉焊接分为电弧焊钉焊和储能焊钉焊两种:
1、电弧焊钉焊。是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一定的电弧燃烧时间后将栓钉压入母材局部熔化区内。陶瓷保护罩的作用是集中电弧热量,隔离外部空气,保护电弧和熔化金属免受氮、氧的侵入,并防止熔融金属的飞溅。
2、储能栓钉焊。储能栓钉焊是利用交流电使大容量的电容器充电后向栓钉与母材之间瞬时放电,达到熔化栓钉端头和母材的目的。由于电容放电能量的限制,一般用于小直径(小于或等于12mm)栓钉的焊接。






联系工程师

电话咨询
微信咨询
 首页
首页